





0 引言
当前,我国燃煤发电机组中超临界、超超临界机组日益增多,逐渐成为主力机型。高参数机组对系统清洁度和水汽品质提出了更高的要求,而新建机组启动前的化学清洗对提高其系统清洁度和水汽品质具有很重要的意义。但是,电站锅炉清洗系统复杂庞大,机组基建期的参建单位和人员众多,都给化学清洗的组织协调工作带来很大挑战。如何提高高参数机组的化学清洗质量,是业内普遍关注的问题。本文将对某新建350 MW超临界燃煤发电机组启动前化学清洗的实际案例进行分析与总结,梳理其质量管控过程中的经验教训,以指导今后类似工作的更好开展。
1 机组概况
本次化学清洗对象是某“上大压小”新建电厂2×250 MW燃煤发电机组的#1机。锅炉由东锅集团设计、制造的超临界参数变压运行螺旋管圈直流炉,单炉膛、一次中间再热、采用前后墙对冲燃烧方式、平衡通风、紧身封闭、风冷式固态排渣、全钢悬吊结构π型锅炉。
2 清洗工作介绍
2.1 清洗目的
超临界锅炉对热力系统受热面清洁度和运行系统汽水品质有严格的要求,为消除系统内在制造、运输、安装过程中产生的油污、焊渣、氧化皮和腐蚀产物,在机组整套启动前必须进行全系统的化学清洗,酸洗后并在金属表面形成良好的保护膜。保证机组启动期间的水质能够及时合格,防止出现受热面结垢及爆管等事故。
2.2 清洗范围
碱洗范围:凝汽器汽侧、轴封加热器、凝水管道、低加水侧及旁路、除氧器、低压给水管道、高加水侧及旁路、高压给水管道、低加汽侧及其疏水系统、高加汽侧及其疏水系统,清洗水容积约705 m3。
酸洗范围:省煤器、水冷壁、分离器、启动系统,清洗水容积约100 m3。
2.3 清洗回路的设计
碱洗回路I:凝汽器—凝结水泵—凝结水管道—凝结水精处理旁路—轴封加热器—#7加热器及旁路—临时管—凝汽器。
碱洗回路II:凝汽器—凝结水泵—凝结水管道—凝结水精处理旁路—凝结水减温水管道—临时管—#1高加事故疏水管—#1高加汽侧—#1高加正常疏水管—#2高加汽侧—#2高加正常疏水管—#3高加汽侧—#3高加事故疏水管—凝汽器。
碱洗回路III:凝汽器—凝结水泵—凝结水管道—凝结水精处理旁路—凝结水减温水管道—临时管—#5低加事故疏水管—#5低加汽侧—#5低加正常疏水管—#6低加汽侧—#6低加事故疏水管—凝汽器。
碱洗回路Ⅳ:凝结水管道—#6、#5低加及旁路—除氧器—低压给水管道—临时清洗泵—给水泵出口管道—高加—临时管道—凝结水管道。
表1 本次化学清洗过程简述

锅炉酸洗回路:临时清洗泵—省煤器—水冷壁—启动分离器—贮水箱—贮水箱疏水管进扩容器前—临时管道—临时清洗泵。
2.4 清洗工艺
凝汽器和高低加汽侧清洗工艺,采用水冲洗—双氧水碱洗—水冲洗流程,以凝汽器热井作为清洗水箱,以凝结水泵为清洗动力泵,清洗温度控制在50~55℃。凝结水系统和高加给水系统的清洗工艺,都采用水冲洗—双氧水碱洗—水冲洗流程,清洗温度控制在50~55℃,但前者以凝汽器热井作为清洗水箱,以凝结水泵为清洗动力泵,后者以临时清洗泵提供动力,以除氧器水箱作为清洗水箱。
锅炉本体酸洗采用EDTA铵盐低温清洗工艺,清洗钝化一步完成。起始EDTA浓度控制3%~5%,剩余浓度控制在0.5%~1%,缓蚀剂浓度0.5%,同时添加适量的还原剂。清洗温度控制在85~105℃,酸洗阶段p H控制在4.5~5.5,钝化阶段调整到8.5~9.5,清洗流速控制在0.2~0.5 m/s范围内。酸洗时间控制在6~10 h,钝化时间控制在4~5 h。
2.5 清洗过程记录
本次清洗具体过程以表格形式呈现,如表1所示。锅炉本体酸洗与钝化过程的化验跟踪数据见表2和表3。
2.6 清洗效果及评定
本次化学清洗结束后,割取一段水冷壁管检查清洗效果,并对水冷壁监视管内悬挂的腐蚀指示片进行腐蚀速率及腐蚀总量的测定,其结果见表4。从水冷壁割管检查的结果来看,水冷壁管内的残留附着物已清洗干净,无二次锈及明显点蚀或过洗现象,钝化膜形成良好。从腐蚀指示片外观来看,整体呈钢灰色,无点蚀,其平均腐蚀速率0.739 g/m2·h,平均腐蚀总量6.652 g/m2,符合《火力发电厂锅炉化学清洗导则》(DL/T 794—2012)中关于腐蚀指示片平均腐蚀速率小于8 g/m2·h,平均腐蚀总量小于80 g/m2的规定。整个酸洗过程的冲洗水、碱洗废液和酸洗废液都排入废水池做进一步处理。
表2 锅炉本体钝化化验表


表3 锅炉本体钝化化验表
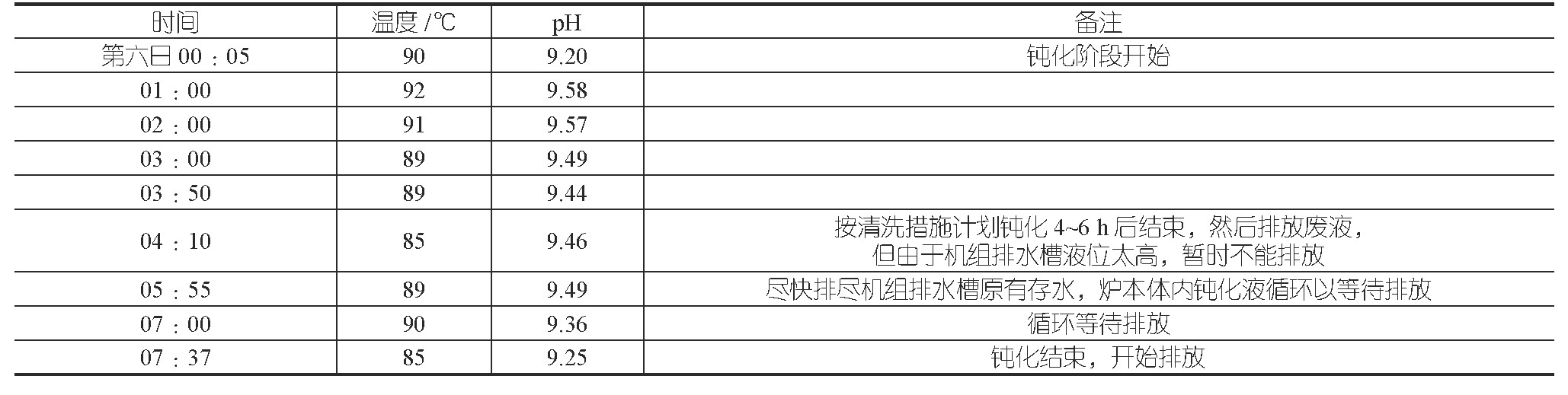

表4 酸洗腐蚀速率记录
